- Nghẹt nhựa khi in:rất có thể do đầu phun quá gần bàn in dẫn đến nhựa bị dính lại trong lỗ vòi phun và gây nghẹt nhựa. Để xử lí ta cân bàn in cho cân bằng , chừa khoảng cách giữa đầu phun và bàn in phù hợp khoảng 0.1 – 0.2 mm.
- Lớp đầu tiên không bám dính vào bàn in: cần căn chỉnh bàn in cân bằng,tăng nhiệt độ và giảm tốc độ in lớp đầu.
- Chi tiết in bị cong vênh,bong tróc trong khi in: nguyên nhân do lớp in đầu tiên bám dính không tốt,có thể khắc phục bằng cân chỉnh bàn in và tạo một phần in nháp xung quanh vật thể in bằng cách chỉnh thông số Brim trong phần mềm in 3D.

- Lượng nhựa đùn không đều : sẽ ảnh hưởng đến sự kết dính của chi tiết,đùn quá nhanh gây dư thừa sai kích thước, đùn chậm lượng nhựa không đủ các đường in sẽ bị hở.Để xử lí cần chọn loại nhựa có đường kính chính xác,cài đặt thông số đầu in phù hợp.
- Đầu in bị rò rỉ nhựa khi in: đầu in rò rỉ sẽ gây nhễu nhựa làm ảnh hưởng chất lượng chi tiết in. khắc phục bằng cách vặn chặt đầu in khi đang nóng sẽ tránh được tình trạng này.
- Bề mặt chi tết in không kín: lỗi này chủ yếu do độ đặc của chi tiết thấp hoặc do số lớp in bề mặt qua ít.Để khắc phục chỉ cần tang độ đặc chi tiết in hoặc tăng số lớp in bề mặt.
Sản phẩm được quan tâm
Nhận bài viết mới
Các bài viết chia sẻ đến cộng đồng rất chât lượng, mang lại rất nhiều kiến thức mới. Đừng bỏ lỡ bất kỳ bài viết nào của chung tối, hãy đăng ký để nhận bài viết mới qua Mail của bạn
Đăng ký để không bỏ lỡ bài viết nào!
Bài mới
- Giáo trình Robocon
- Giới thiệu các loại board Esp8266 dành cho IoT và thiết lập cơ bản cho người mới học
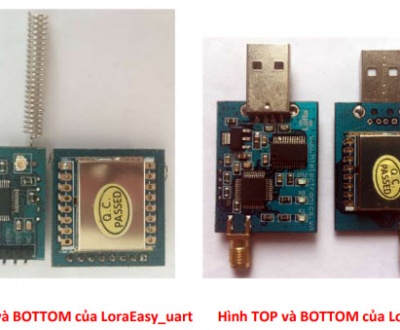
- Hướng dẫn sử dụng LoraEasyV1
- Tài liệu tự học Python tiếng Việt cho người mới bắt đầu
- Tương lai của kết nối IoT (Internet of Things) tiềm năng và sự đa dạng
- HƯỚNG DẪN LẤP RÁP XE MÔ HÌNH 4 BÁNH
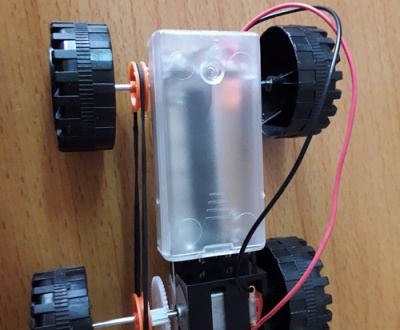
- HƯỚNG DẪN LẮP RÁP XE CHẠY BẰNG NĂNG LƯỢNG MẶT TRỜI
Danh mục

Phần này là chúng ta sẽ thiết lập chip ESP8266. Ta sẽ…
LoRa sử dụng kỹ thuật điều chế gọi là Chirp Spread Spectrum.…

Hiện nay, Python là một trong những ngôn ngữ lập trình đang được…

Với công nghệ kết nối mọi thành phần đã mở ra các…
1.Các bộ phận của trò chơi: 2.Các bước lắp ráp: Bước 1:…
1.Các bộ phận của trò chơi: 2.Các bước lắp ráp: Bước 1:…
1.Các bộ phận của trò chơi: 2.Các bước lắp ráp: Bước 1:…