Không gian hoạt động: là vùng mà đầu in có thể di chuyển đến .tùy vào nhu cầu sử dụng được ứng dụng trong lĩnh vực nào mà ta lựa chọn loại máy có không gian in phù hợp.
- Tốc độ in: tốc độ in có ảnh hưởng lớn đến chất lượng sản phẩm và thời gian in .Đối với các bề mặt bao bên ngoài cần thẩm mĩ và chính xác ta nên cài đặt thông số tốc độ này chậm hơn tốc độ in các phần trong ruột chi tiết để đầu in ổn định và chính xác hơn. Với các điểm bắc cầu cần in tốc độ cao hơn kết hợp quạt làm mát nhựa để vật liệu không bị rơi ,cong lõm.Tốc độ in càng cao thời gian in càng nhanh nhưng độ ổn định sẽ giảm vì vậy cần cài đặt tốc độ in vừa phải.
- Độ đặc của chi tiết in: đây là thông số ảnh hưởng đến cơ tính sản phẩm sau khi in và giá thành sản phẩm ,độ đặc càng cao chi tiết càng cứng chắc thời gian in càng lâu. Vì vậy tùy vào nhu cầu mục đích sử dụng ta điều chỉnh thông số nay cho phù hợp.Ví dụ với các chi tiết ít chịu lực ta chỉ cần để thông số này khoảng 10%-20%, các chi tiết làm việc nhiều chịu lực lớn như gá động cơ cần độ đặc cao hơn khoảng 50%-60% và thiết kế thêm gân tăng cứng.
- Nhiệt độ in: tùy thuộc vào loại vật liệu sử dụng mà điều chỉnh. Hai loại nhựa in phổ biến ở Việt Nam hiện nay là PLA và ABS.Với nhựa PLA nhiệt độ in từ 190-220 độ C , nhựa ABS nhiệt độ in trên 230 độ C.
3.7/Cố định vật in khi hoạt động.
Cố định vật in là khâu quan trọng trong quá trình hoạt động,chỉ cần trong quá trình in vật in bị bong tróc xô lệch vị trí thì sản phẩm in xem như hỏng và phải in lại từ đầu.
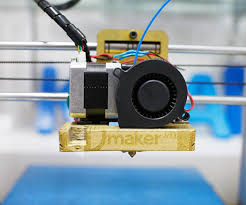
- Cố định vật in bằng bàn nhiệt: sử dụng bàn nhiệt duy trì nhiệt độ lớp in đầu tiên giúp nó bám dính vào bàn in .Nhiệt độ bàn in nên duy trì khoảng từ 60-70độ C.
- Sử dụng băng keo chuyên dụng : có độ bám tốt .
- Sử dụng keo xịt tóc hay hồ khô: cách này rẻ không gới hạn kích thước bàn in.
3.8/Xử lí sản phẩm sau khi in

Để sản phẩm sau khi in thẩm mĩ hơn ta có thể qua các khâu xử kí sau: mài nhẵn các điểm support nếu có. Với nhựa ABS ta có thể dùng Axeton lau hoặc hấp hơi để sản phẩm bóng láng hơn. Với nhựa PLA ta sẽ dùng Tetrahydrofuran (THF) nhúng vật vào dung dịch rồi để khô.
3.9/Chương trình điều khiển.
Với nhiều loại máy in 3D vật liệu nhựa hiện nay,ngoài chương trình điều khiển thương mại của nhà sản xuất cũng có nhiều các chương trình điều khiển với mã nguồn mở phổ biến như Repetierhost hay Cura là hai chương trình điều khiển phổ biến hiện nay cho các dòng máy phổ thông.Ta sẽ tìm hiểu cách sử dụng và cài đặt thông số trên phần mềm Cura để hoạt động được một máy in 3D.

Sản phẩm được quan tâm
Nhận bài viết mới
Các bài viết chia sẻ đến cộng đồng rất chât lượng, mang lại rất nhiều kiến thức mới. Đừng bỏ lỡ bất kỳ bài viết nào của chung tối, hãy đăng ký để nhận bài viết mới qua Mail của bạn
Đăng ký để không bỏ lỡ bài viết nào!
Bài mới
- Giáo trình Robocon
- Giới thiệu các loại board Esp8266 dành cho IoT và thiết lập cơ bản cho người mới học
- Hướng dẫn sử dụng LoraEasyV1
- Tài liệu tự học Python tiếng Việt cho người mới bắt đầu
- Tương lai của kết nối IoT (Internet of Things) tiềm năng và sự đa dạng
- HƯỚNG DẪN LẤP RÁP XE MÔ HÌNH 4 BÁNH
- HƯỚNG DẪN LẮP RÁP XE CHẠY BẰNG NĂNG LƯỢNG MẶT TRỜI
Danh mục