Máy tiện là máy công cụ sử dụng chuyển động quay của phôi để thực hiện các phương pháp gia công khác nhau như cắt, chà nhám, lăn ép, khoan, biến dạng bề măt, và tiện, với các dụng cụ phù hợp với phương pháp gia công phôi, với phôi có tính đối xứng và trục quay là trục đối xứng.
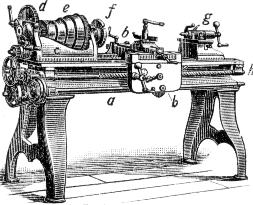
Một máy tiện gia công kim loại từ năm 1911
a – băng máy; b – bàn xe dao (có rãnh trượt và dao); c – ụ trước; d – bộ giảm tốc; e – bánh đai hình nón và dây đai nối với một nguồn động lực bên ngoài; f – mâm cặp; g – ụ sau; h – vitme dẫn hướng.
Máy tiện được sử dụng để gia công gỗ, kim loại, phun phủ nhiệt, phục hồi bề mặt, và thủy tinh. Máy tiện có thể được sử dụng để tạo hình đồ gốm, thiết kế phổ biến nhất là bàn xoay gốm. Máy tiện kim loại với các trang bị phù hợp có thể được sử dụng để gia công hầu hết các vật liệu rắn, các bề mặt phẳng, ren vít hoặc các đường xoắn ốc. Máy tiện trang trí có thể gia công các vật liệu rắn thành các chi tiết có hình dáng phức tạp. Phôi gia công thường được đặt tại vị trí bằng cách cố định trục quay tại 1 hoặc 2 vị trí, ít nhất một trong số đó có thể được di chuyển theo chiều ngang để phù hợp với độ dài phôi gia công khác nhau. Có nhiều phương pháp giữ phôi khác bao gồm kẹp phôi vào trục quay bằng cách sử dụng các loại mâm cặp hoặc kẹp hoặc sử dụng mũi chống tâm, luynet, đồ gá chuyên dụng,…

Một thợ đồng hồ sử dụng máy tiện để gia công các chi tiết của đồng hồ.
Ví dụ về các chi tiết có thể được gia công trên máy tiện như đinh vít, chân nến, nòng súng, gậy chơi bi-a, chân bàn, bát, gậy bóng chày, nhạc cụ (đặc biệt là dụng cụ dạng sáo), trục cam,…
Mô tả
Các bộ phận
Máy tiện có thể có hoặc không có chân, được đặt trên sàn và nâng bàn máy tiện lên độ cao cần thiết. Máy tiện có thể có kích thước nhỏ gọn và đặt trên bàn, không cần chân đế.
Hầu như tất cả các máy tiện đều có băng máy, là một dầm ngang (trên máy tiện CNC thường có một dầm nghiêng hoặc thẳng đứng để đảm bảo rằng các mảnh vụn, hoặc phoi đều rơi tự do xuống băng máy). Máy tiện gỗ chuyên dùng để tiện những chi tiết lớn thường không có giường hoặc ụ động, chỉ đơn thuần là có một đầu cố định và một đầu để consol tự do.
Ở một đầu của băng máy (gần như luôn nằm ở bên trái bên trái, nơi người vận hành đứng đối mặt với máy tiện) là ụ trục chính. Ụ trục chính chứa các ổ bi có độ chính xác cao. Xoay trong ổ bi là một trục ngang, song song với băng máy, được gọi là trục chính. Trục chính thường ở dạng ống rỗng và có ren ngoài và / hoặc có côn trong Morse ở đầu phía trong máy (tức là, quay về phía bên phải / về phía băng máy) mà các dụng cụ giữ phôi có thể được gắn vào trục xoay. Trục cũng có thể có ren ngoài và / hoặc côn bên trong ở đầu phía ngoài máy (tức là, quay mặt ra khỏi băng máy), và / hoặc có thể có tay quay hoặc cơ chế phụ kiện khác ở đầu phía ngoài của chúng. Trục được cung cấp và truyền chuyển động cho phôi.
Trong các máy phay dùng sức người ngày xưa, trục chính được điều khiển bằng chân khi đạp vào một bàn đạp kết hợp với bánh đà hoặc bằng một bánh đai hoặc các bánh răng tạo thành năng lượng cho máy. Trong các máy tiện hiện đại, nguồn tạo năng lượng không thể thiếu này là các động cơ điện, thường nằm trong ụ trục chính, bên trái ụ, hoặc bên dưới ụ, được giấu trong thân máy.
Ngoài trục chính và các ổ bi, ụ trục chính thường chứa các bộ phận để chuyển đổi tốc độ động cơ thành các mức tốc độ trục chính khác nhau. Nhiều loại cơ chế thay đổi tốc độ có thể làm được điều này,chuyển động từ động cơ qua một bánh đai hình nón hoặc bánh đai bước, đến một bánh đai hình nón khác rồi qua hộp giảm tốc với các bánh răng được điều khiển tương tự như hộp số tự động điều khiển bằng tay. Một số động cơ có bộ điều khiển tốc độ điện tử, giúp giảm thiểu các bộ truyền đai, bánh răng.
Đối diện với ụ trước là ụ sau, đôi khi được gọi là ụ động, vì nó có thể được dịch chuyển đến bất kỳ điểm thuận tiện nào trên băng máy bằng cách đẩy nó trượt đến điểm đó. Ụ sau có chứa một cái nòng, không quay được, nhưng có thể tịnh tiến song song với trục của băng máy và thẳng hàng với trục chính. Nòng ụ sau thường rỗng và có một đầu côn để tạo điều kiện cho cố định các loại dụng cụ khác nhau. Ứng dụng phổ biến nhất của nó là để chống tâm, được sử dụng để hỗ trợ gia công các chi tiết dài, hoặc để giữ mũi khoan để khoan lỗ trục cho phôi. Có thể ứng dụng cho nhiều mục đích khác nhau.
Máy tiện kim loại có một bàn xe dao (bao gồm một bàn trượt và tấm chắn) nằm trên một sống trượt dẫn hướng , nó là một tấm phẳng, nằm trên băng máy, có trục chéo với trục của băng máy. Nằm trên sống trượt dẫn hướng là một sống trượt khác, gọi là sống trượt chữ thập, cung cấp thêm 2 trục chuyển động, quay và tuyến tính. Trên bàn xe dao là ổ dao, dùng để gắn các dao tiện để loại bỏ vật liệu ra khỏi phôi trong quá trình tiện. Có thể sử dụng hoặc không sử dụng trục vitme để di chuyển bàn xe dao trên băng máy.
Máy tiện gỗ và máy tiện metal spinning không có sống trượt chữ thập, mà sử dụng các banjo, là những tấm phẳng nằm ngang trên băng máy. Vị trí của một banjo có thể được điều chỉnh bằng tay; không thông qua các bánh răng. Tăng dần theo chiều dọc từ banjo là một giá đỡ dao, ở phía trên cùng là một bàn dao nằm ngang. Trong tiện gỗ, dao được giữ bằng tay và được đỡ bằng bàn dao và phần còn lại của dao được đẩy vào phôi. Trong quay kim loại, pin tiếp tục tăng dần theo chiều dọc từ phần còn lại của dụng cụ và đóng vai trò như điểm tựa mà các công cụ có thể được đưa vào phôi. Trong máy tiện metal spinning, dao được đẩy vào phôi theo chiều dọc từ bàn dao – đóng vai trò như điểm tựa cho dao khi đưa vào phôi.
Dụng cụ hỗ trợ
Trừ khi phôi gia công được gia công để có thể lắp được với lỗ côn bên trong trục chính, hoặc có ren ăn khớp hoàn toàn với các ren ngoài của trục chính (hai điều kiện hiếm khi tồn tại), nếu không, để lắp được phôi lên trục chính của máy, phải sử dụng đồ gá.
Phôi gia công có thể được bắt vít hoặc được vặn vào mâm cặp , một đĩa kim loại lớn, phẳng được gắn vào trục chính. Ngoài ra còn có thể sử dụng các chấu cặp để cố định phôi trên mâm cặp.
Phôi có thể được cố định trên một trục gá, hoặc được kẹp trong một mâm cặp ba hoặc bốn chấu. Đối với phôi gia công có hình dạng không đều, thường sử dụng mâm cặp bốn chấu (các chấu chuyển động độc lập với nhau). Những đồ gá loại này được gắn trực tiếp lên trục chính của ụ trước.

Luynet
Trong gia công chính xác, và trong sản xuất hàng loạt, phôi gia công hình trụ thường được giữ trong một bạc côn sau đó được gắn vào trục chính và được giữ chặt trên trục chính bằng thanh kéo hoặc nắp bạc côn. Bạc côn thích hợp cũng có thể được sử dụng để gắn các phôi hình vuông hoặc hình lục giác. Trong công nghệ chế tạo công cụ chính xác, các bạc côn thường được chú trọng, khi bạc côn siết chặt, phôi bị kéo nhẹ vào trong ụ chính, trong khi trong các quá trình sản xuất lặp lại thì độ dài phải được giữ cố định, do đó phải đảm bảo phôi không di chuyển khi bạc côn được siết chặt.
Các phôi từ vật liệu mềm như gỗ có thể được gá đặt bằng cách sử dụng mũi chống tâm đa điểm, nó sẽ được cắm vào gỗ và truyền mô-men xoắn.
Mũi chống tâm cố định được gắn lên trục chính của ụ trước khi gia công một số chi tiết tròn xoay. Nó có thể được điều chỉnh cho phù hợp trước khi sử dụng. Với góc nhọn ở đầu là 60°. Thông thường, mũi chống tâm cố định được sử dụng cùng với dung dịch làm mát phù hợp và ụ sau để đỡ phôi gia công. Trong thực tế, mũi chống tâm cố định thường được thay thế bằng một mũi chống tâm xoay, vì nó có thể xoay tự do với phôi – thường là trên các vòng bi – giảm nhiệt ma sát, đặc biệt là khi xoay ở tốc độ cao. Khi phải gia công một chi tiết có chiều dài lớn thì phôi phải được cố định ở cả hai đầu. Điều này có thể thực hiện được bằng cách sử dụng luynet cố định hoặc di động. Nếu không có luynet, đầu phôi còn lại có thể được giữ bằng một mũi chống tâm loại dead half center. Mũi chống tâm loại dead half center có mặt cắt ở vị trí đầu mũi chống tâm dạng hình tròn khuyết, với một bề mặt phẳng được gia công trên mũi chống tâm. Một phần nhỏ của đầu mũi chống tâm được giữ lại để đảm bảo đồng tâm. Dung dịch làm mát phải được sử dụng tại thời điểm mũi chống tâm ở ủ sau tiếp súc với phôi. Tốc tiện có thể được sử dụng giữa hai mũi chống tâm khi tiện.

Mũi chống tâm
Trong tiện gỗ, một biến thể của mũi chống tâm xoay là mũi chống tâm cup center, đó là mũi chống tâm kim loại dạng chóp nhọn được bao quanh bởi một vòng kim loại hình khuyên làm tăng khả năng giữ phôi cho mũi chống tâm.
Một tấm kim loại hình tròn có viền được phân độ, được gắn vào trục chính, được gọi là “bàn chia độ”. Nó có thể được sử dụng để xoay trục chính đến một góc chính xác, sau đó cố định vị trí đó, tạo điều kiện thuận lợi để thực hiện các nguyên công gia công cần thiết.
Các dụng cụ hỗ trợ như đồ gá giúp tăng tính linh hoạt và khả năng công nghệ của máy tiện.
Phương thức sử dụng
Khi một phôi được cố định giữa ụ trước và ụ sau, nó được cho là “cố định tâm”. Khi phôi được chống tâm ở cả hai đầu, nó sẽ ổn định hơn và có thể áp dụng lực cắt lớn hơn, khi cắt vuông góc với trục quay, mà không sợ phôi bị phá vỡ.
Khi phôi chỉ được cố định ở ụ trục chính, nguyên công thực hiện ở sẽ là “tiện mặt đầu”. Khi phôi gia công được gá theo cách này, lực cắt tác dụng lên phôi phải nhỏ hơn khi cắt theo phương vuông góc với trục xoay, vì vậy, không được cắt quá sâu. Vì vậy, nên cắt theo phương song song với trục xoay, hướng về phía trục chính, hoặc cắt vuông góc, nhưng lực cắt không được quá lớn.
Khi phôi gia công được gá trên một trục xoay để thực hiện quá trình gia công trên trục này sau đó lại được gá theo trục xoay khác để thực hiện quá trình gia công tiếp theo, điều này được gọi là “tiện lệch tâm” hoặc “tiện nhiều trục”. Kết quả là các mặt cắt ngang khác nhau của phôi gia công là đối xứng theo trục quay, nhưng toàn bộ phôi gia công không còn đối xứng. Kỹ thuật này được sử dụng cho trục cam, các loại chân ghế khác nhau.
Các loại máy tiện
Các máy tiện nhỏ nhất là các “máy tiện của thợ kim hoàn” hoặc “máy tiện của thợ làm đồng hồ”, chúng có kích thước đủ nhỏ để có thể được cầm bằng một tay thường được gắn chặt vào một băng máy. Các phôi gia công trên máy tiện của thợ kim hoàn thường là kim loại, nhưng các loại vật liệu mềm hơn cũng có thể được gia công. Máy tiện của thợ kim hoàn có thể được sử dụng với các dao khắc cầm tay hoặc với bàn dao chữ thập gắn vào băng máy tiện và cho phép dụng cụ được kẹp tại chỗ và di chuyển bằng vít hoặc cần gạt. Các dao khắc thường được hỗ trợ bởi một bàn chữ T, không được cố định vào bàn dao chữ thập hay rãnh trượt. Phôi thường được giữ trong bạc côn, nhưng khi gia công các chi tiết yêu cầu độ chính xác cao thì thường sử dụng mâm cặp 3 hoặc 6 chấu. Kích thước lỗ khoan trên trục chính phổ biến là 6 mm, 8 mm và 10 mm. Thuật ngữ WW đề cập đến bạc côn và máy tiện Webster / Whitcomb, được phát minh bởi Công ty Công cụ Watch của Waltham, Massachusetts. Hầu hết các máy tiện có thiết kế dạng này thường là máy tiện đồng hồ. Vào năm 1909, công ty American Watch Tool đã giới thiệu loại bạc côn Magnus (kích thước thân máy 10 mm) sử dụng một máy tiện có cùng thiết kế, là dòng máy Webster / Whitcomb Magnus. (FWDerbyshire, Inc. vẫn giữ lại tên thương mại là Webster / Whitcomb và Magnus và vẫn sản xuất các loại bạc côn này.) Hai kiểu băng máy phổ biến là: băng máy WW (Webster Whitcomb), có dạng lăng trụ hình tam giác (chỉ tìm thấy trên các máy tiện đồng hồ 8 và 10 mm); và băng máy kiểu chữ D (được sử dụng trên cả máy tiện 6 mm và 8 mm của các hãng như Lorch và Star). Các thiết kế băng máy khác đã được sử dụng, như lăng trụ hình tam giác trên một số máy tiện 6,5 mm của Boley, và băng máy dạng chữ V trên máy tiện 8 mm của IME. Để biết danh sách các nhà sản xuất và các chi tiết bổ sung về cách hoạt động, hãy xem: http://www.lathes.co.uk/watchmaker.
Máy tiện kim loại nhỏ có kích thước lớn hơn máy tiện kim hoàn và có thể đặt bàn, nhưng cung cấp các tính năng như các dụng cụ cầm tay và bộ truyền răng cắt ren (screw-cutting gear train) được gọi là máy tiện sở thích, và phiên bản lớn hơn, “máy tiện bàn” – thuật ngữ này cũng thường được áp dụng cho các loại máy tiện chính xác cao được sử dụng bởi các nhà sản xuất dụng cụ sử dụng một lần. Thậm chí máy tiện lớn hơn cung cấp các tính năng tương tự để sản xuất hoặc sửa đổi các bộ phận riêng lẻ được gọi là “máy tiện cơ”. Các máy tiện loại này không có các tính năng tích hợp đồ gá chuyên dùng cho sản xuất hàng loạt, mà được sử dụng để sản xuất đơn chiếc hoặc chỉnh sửa chi tiết.
Máy tiện có kích thước này được thiết kế để sản xuất hàng loạt, nhưng động cơ và băng máy không được thiết kế để có khả năng gia công ren, được gọi là máy tiện ” second operation “.
Máy tiện với trục chính đường kính trong lớn và có mâm cặp trên cả hai đầu của trục chính được gọi là máy tiện “oil field lathes”.
Máy tiện hoàn toàn tự động, sử dụng cam và bộ truyền bánh răng để điều khiển chuyển động, được gọi là máy tiện trục vít.
Máy tiện được điều khiển bởi một máy tính là máy tiện CNC.
Máy tiện có trục chính được thiết kế theo phương thẳng đứng, thay vì cấu hình ngang, được gọi là máy tiện đứng hoặc máy khoan đứng. Chúng được sử dụng để tiện các chi tiết có đường kính lớn nhưng chiều dài nhỏ.
Máy tiện với ụ sau hình trụ có thể xoay quanh một trục thẳng đứng, do đó có thể hướng các loại công cụ khác nhau tới ụ trước (và phôi) là máy tiện rơvonve.
Một máy tiện được trang bị bàn chia độ, dao cắt định hình, trục vitme, vv, để cho phép tiện các chi tiết trang trí là một máy tiện trang trí (ornamental lathe).
Kết hợp các biến thể: ví dụ, một máy tiện đứng có thể có khả năng CNC (chẳng hạn như một VTL CNC).
Máy tiện có thể được kết hợp với các máy công cụ khác, chẳng hạn như máy khoan hoặc máy phay đứng. Chúng thường được gọi là máy tiện kết hợp.
Sản phẩm được quan tâm
Nhận bài viết mới
Các bài viết chia sẻ đến cộng đồng rất chât lượng, mang lại rất nhiều kiến thức mới. Đừng bỏ lỡ bất kỳ bài viết nào của chung tối, hãy đăng ký để nhận bài viết mới qua Mail của bạn
Đăng ký để không bỏ lỡ bài viết nào!
Bài mới
- Giáo trình Robocon
- Giới thiệu các loại board Esp8266 dành cho IoT và thiết lập cơ bản cho người mới học
- Hướng dẫn sử dụng LoraEasyV1
- Tài liệu tự học Python tiếng Việt cho người mới bắt đầu
- Tương lai của kết nối IoT (Internet of Things) tiềm năng và sự đa dạng
- HƯỚNG DẪN LẤP RÁP XE MÔ HÌNH 4 BÁNH
- HƯỚNG DẪN LẮP RÁP XE CHẠY BẰNG NĂNG LƯỢNG MẶT TRỜI
Danh mục